





ساخت آمریکا-امکان تولید 10 تا 13 کویته بطری با قالب های مختلف -امکان تولید با دقیقه ای 8 ضرب (با چیلر قابل افزایش هم هست)-ظرفیت موادگیری بسیار بالا و حجیم-تمامی رنج قالب های بطری دارویی همراه دستگاه موجود است به منظور تولید بطری های تو خالی از دستگاه پلاستیک بادی استفاده می شود. دستگاه های تزریق پلاستیک بادی تحت عنوان دستگاه پلاستیک بادی یا اکستروژن بلومولدینگ نیز شناخته می شوند. از دستگاه تزریق پلاستیک بادی به منظور تولید انواع بطری های پلی اتیلن و دبه از (1 تا 20) لیتری استفاده می شود.

دستگاه ساخت ایران-وزن تزریق تا 300 گرم-قالب خور ( فاصله بین میل ) 40cm-دستگاه تزریق پلاستیک (Injection molding machine) که به عنوان پرس تزریق نیز شناخته میشود، دستگاهی برای تولید محصولات پلاستیکی توسط فرآیند قالبگیری تزریقی است. این دستگاه از دو قسمت اصلی، واحد تزریق و واحد گیره (بستن) تشکیل شده است. قالبگیری تزریقی کاربردیترین فرآیند تولید برای ساخت انواع قطعات پلاستیکی است


دستگاه ساخت روسیه -توپی به قطر 50 در طول 80 سانت-موتور 110 اسب-گیربکس 3.5 تُن-سیستم خنک کننده آب، پمپ گریس و سیستم ترمز، سالم-باز و بسته شدن دهانه گیربکسی-تابلو برق سالم-اینورتر دست ساز-چرخ دنده ها نو-وزن دستگاه 15 تُن-بسیار کم کار-دستگاه غلتک لاستیک سازی تشکیل شده از دو استوانه که در خلاف جهت هم می چرخند می باشد. جنس این رول ها معمولا از چدن مقاوم در برابر خش ، سایش و مواد شیمیایی است. رول جلو معمولا با سرعت کمتری می چرخد و متحرک است و رول عقب با سرعت بالا می چرخد و ثابت است. فاصله دو غلتک با حرکت دادن غلتک جلویی تنظیم می گردد. (بوسیله پیچهای الکتریکی یا دستی و سیستم هیدرولیکی صورت می گیرد ). یک فیوز مکانیکی به شکل صفحه فشار بین انتهای پیچ تنظیم فاصله و محل جفت شدن به یاتاقان برای محافظت از غلتک جاگذاری شده است. هنگامی که فشار در فاصله بین دو غلتک زیاد باشد این صفحه کاملا می شکند و باعث سر خوردن میل میشود.


دستگاه ساخت روسیه -توپی به قطر 50 در طول 80 سانت-موتور 110 اسب-گیربکس 3.5 تُن-سیستم خنک کننده آب، پمپ گریس و سیستم ترمز، سالم-باز و بسته شدن دهانه گیربکسی-تابلو برق سالم-اینورتر دست ساز-چرخ دنده ها نو-وزن دستگاه 15 تُن-بسیار کم کار-دستگاه غلطک لاستیک سازی تشکیل شده از دو استوانه که در خلاف جهت هم می چرخند می باشد. جنس این رول ها معمولا از چدن مقاوم در برابر خش ، سایش و مواد شیمیایی است. رول جلو معمولا با سرعت کمتری می چرخد و متحرک است و رول عقب با سرعت بالا می چرخد و ثابت است. فاصله دو غلتک با حرکت دادن غلتک جلویی تنظیم می گردد. (بوسیله پیچهای الکتریکی یا دستی و سیستم هیدرولیکی صورت می گیرد ). یک فیوز مکانیکی به شکل صفحه فشار بین انتهای پیچ تنظیم فاصله و محل جفت شدن به یاتاقان برای محافظت از غلتک جاگذاری شده است. هنگامی که فشار در فاصله بین دو غلتک زیاد باشد این صفحه کاملا می شکند و باعث سر خوردن میل میشود.
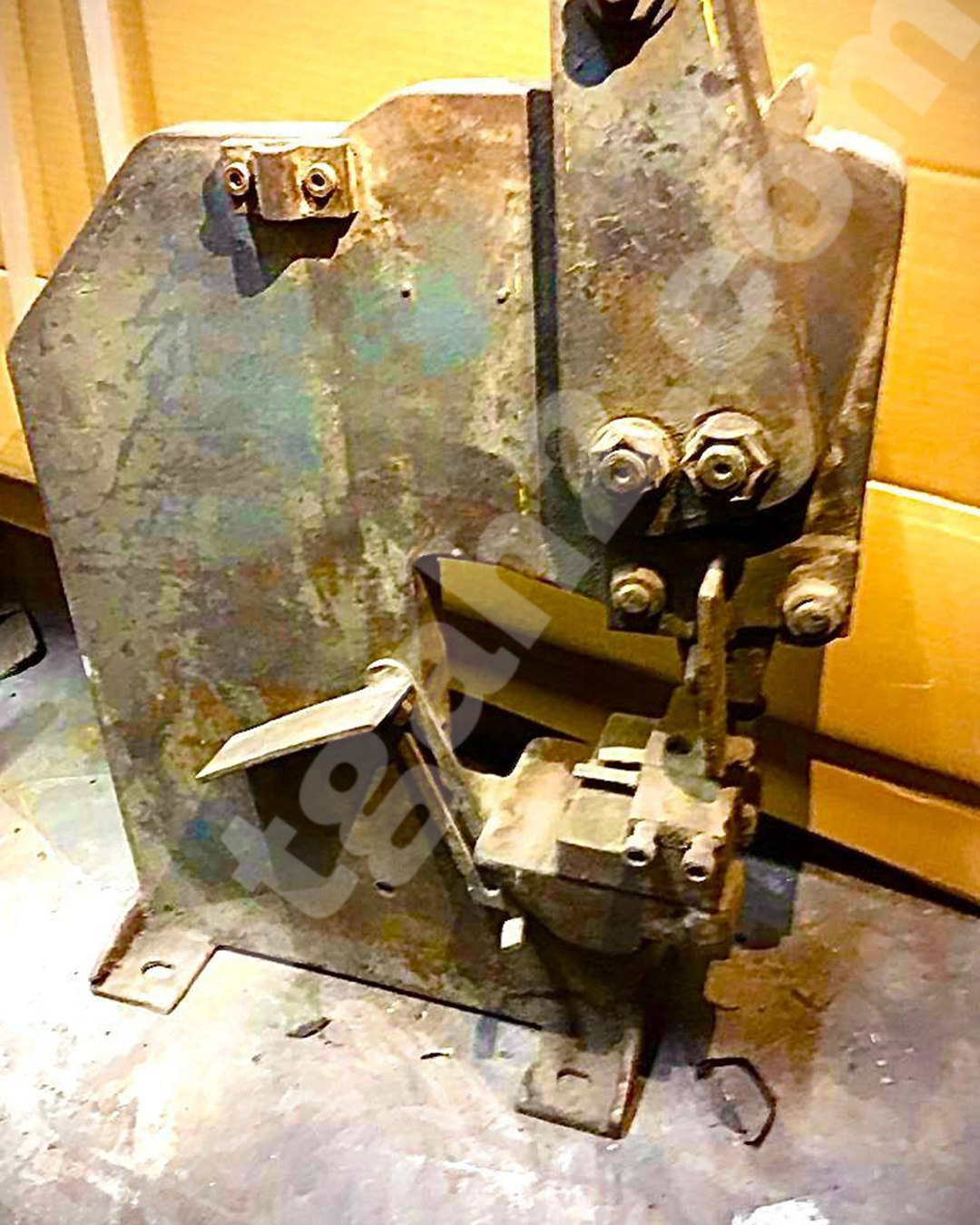
دستگاه ساخت اروپا-سوراخ زن تا 6 میل-مناسب برای پروفیل z ، نبشی و ورق-پانچ فلزات در صنعت فلزکاری نوعی ابتکار نوین محسوب می شود. به وسیله پانچ می توان به راحتی فرم های گوناگونی با دقت و سرعت بالا ایجاد کرد که این عملیات بر روی ورق فلزی با استفاده از دستگاه های مخصوص صورت می گیرد. در طی عملیات پانچینگ قطعات فلزی از محل سوراخ جدا می شوند. این قطعات قراضه بسته به نوع و جنس مقطع پانچ شده، ممکن است بازیافت یا دور ریخته شوند.به عملیات پانـچ ورق های فلزی ، سوراخکاری ورق نیز گفته می شود. یکی از عملیاتی که کاربرد ورق را متنوع میکند ، پانچ یا همان سوراخ کردن آن است.